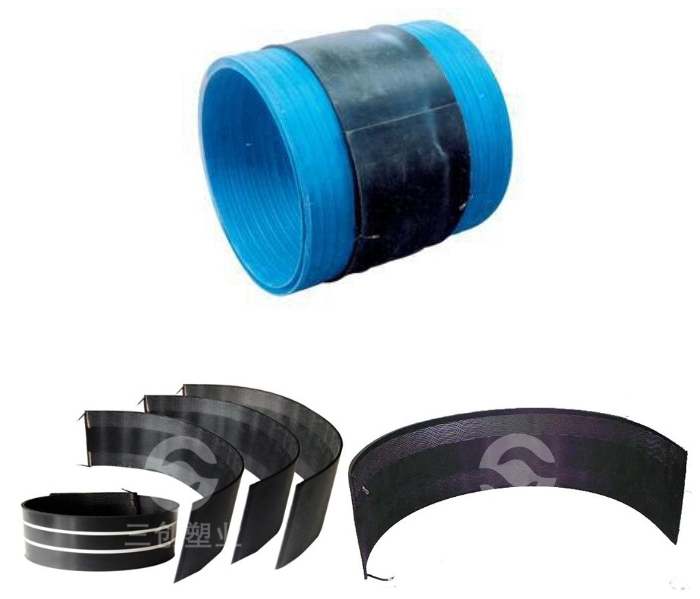
辽宁电热熔带:是在优质PE板材上,经特殊工艺内嵌特殊电热熔丝网经复合而成的一种专用连接管件。是市政排水管的首要选择连接管件。
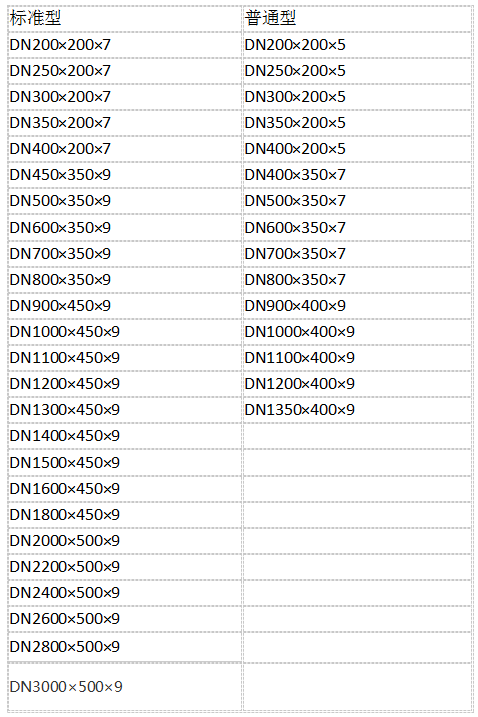
中空壁缠绕管电热熔带规格尺寸表(仅供参考,根据客户需要定制)
适用管径:Ф 200 ~Ф 3000mm
生产工艺流程
A. 板材的生产:领料→挤出→压延→牵引→剪板→检验
B. 产品的生产:剪网→订网→热压覆合→检验→削边→折弯→检验→打包→出厂
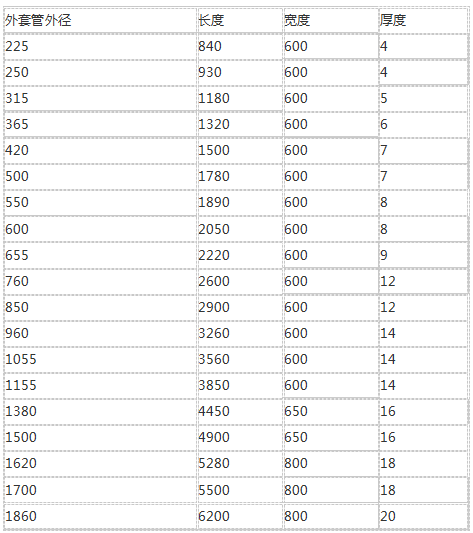
用途:聚氨酯保温管,预制直埋保温管补口施工中专用,用于管道接口联接的电热熔管件。尤其是热力管网,原油管线等聚氨酯保温管的补口材料。
规格尺寸表(仅供参考,根据客户需要定制)
特征:密封性能好,连接部位牢固,抗拉伸强度高,可承受大剪切力,连接强度高。
为了满足工程需要,往往采用内焊外联的方式进行,即外面焊接好后,再用手提式挤出焊机沿切口在内壁焊接,必要时配热收缩套密封连接。
当合格的
辽宁电热熔套成品送到施工工地,开始对管道进行连接时,必须严格按照
辽宁电热熔套的技术指标和设备规定的操作程序要求进行。具体步骤如下:
1、检查一下管道和电热熔套是否有损伤。
2、清除杂物和对齐管道。
3、通过水平杆或沙袋将要连接的管道放置在离地面 20-30cm处,地基上挖有操作坑的可将管道直接放置在地基上,操作坑宽为电热熔带宽2倍,深为管底下30cm,并水平对齐。
4、用洁净的布彻底将管道的外表面和电热熔套内壁上的杂物,彻底清除掉(包括水气),油类污物可用对 PE 材料焊接有帮助的溶剂擦拭。
5、用电热熔套将要连接的管道部分水平对齐后紧紧圈住,外面再用耐热带或卡箍紧固。
6、将焊机的输出线端与电热熔带的连接线头相连接。
7、在电熔焊机上设定好焊接时间和档位,根据操作规程进行焊接,焊接结束要充分冷却后才能移动管材,在冷却等待期间,可以进行下一个焊接。